|
Содержание: Предисловие Глава 1 Глава 2 Глава 3 Глава 4 Глава 5 Глава 6 Глава 7 Глава 8 Глава 9 Кодификатор Приложения ГОСТ 631-80 ГОСТ 632-80 ГОСТ 633-80 ГОСТ 5286-75 |
Глава 7. Обработка муфтОтрезка заготовок муфт. Отрезка заготовок муфт может производиться на том же оборудовании, что и отрезка концов труб. Однако, в отличие от процесса обработки труб, после этой операции деталь, подлежащая дальнейшей обработке, не остается в патроне. В связи с этим целесообразно выполнять отрезку муфт на отдельном станке, а дальнейшую обработку производить на другом оборудовании или, по крайней мере, на другой операции. В целом, операция отрезки муфты мало чем отличается от отрезки старого конца трубы. Поэтому все рекомендации по этой операции совпадают с соответствующим разделом по обработке труб.
Проточка муфты по наружному диаметру. Данная операция, в принципе, не является обязательной. По крайней мере, она производится далеко не всегда. Однако с точки зрения грамотного подхода к построению технологического процесса изготовления муфт, ее проведение необходимо.
Дело в том, что при обработке внутренней резьбы в муфтах на обычном оборудовании ее необходимо перевернуть, то есть произвести смену технологической базы. В состоянии поставки наружная поверхность трубы, из которой нарезают муфты, не обладает достаточно высоким качеством с точки зрения ее геометрии. Это приводит к тому, что при перестановке в процессе обработки невозможно сохранить для второй стороны муфту ту же геометрическую ось, которая получилась при обработке первой стороны. Иными словами, изготовленная таким образом муфта может иметь значительную несоосность своих двух резьб. Между тем, несовпадение осей резьб у муфт, например, по ГОСТ 632, не должно превышать 0.75 мм в плоскости торца и 3 мм на длине 1 м. В условиях массового производства на трубных заводах эта проблема решается в основном за счет использования на импортных станках с ЧПУ специальных поворотных патронов, которые позволяют полностью обработать муфту с двух сторон за один установ. Другим решением, применяемым опять-таки на импортном оборудовании с ЧПУ,является использование специальной оснастки, позволяющей инструменту “дотянуться” до дальнего конца муфты. В этом случае нарезание резьбы на одной из сторон происходит не со стороны наружного торца муфты, а изнутри. Режущий инструмент в этом случае также не совсем обычный: в нем применено отличное от традиционного расположение зубьев. Примером такого инструмента для треугольной внутренней резьбы является пластина Т1 22ВЛ 2.54 НКТ, а для резьбы ОТТМ – Т1 22ВЛ 5.08 ОТМ. Однако, не имея такого специального оборудования, приходится вводить лишнюю операцию: предварительную обточку наружного диаметра. (Если, конечно, не идти на риск нарушения стандарта). Эту операцию целесообразно производить, зажав муфту патроном “на разжим”, с поддержкой специальным грибковым центром. (См. рис. 14). Режущий инструмент здесь можно применять тот же, что и при проточке конуса на трубе, хотя предпочтительнее использовать резец с углом j=75, что уменьшает опасность врезаться в кулачки патрона. Исключение составляетрезец с круглой пластиной, который не стоит использовать из-за опасения возникновения вибраций, так как крепление детали в данном случае недостаточно жесткое.
Рис. 14 Проточка муфты по наружному диаметру может производиться разными типами проходных резцов. Резцы PSSNR 3225P15 и PSRNR 3225P15 Подрезка торца муфты. Подрезка торца может быть осуществлена тем же инструментом, что и в случае подрезки торца трубы. Поэтому отдельный эскиз и описание здесь не приводятся. Следует отметить, что на этой и последующей операциях все они производятся два раза (для двух сторон муфты). Расточка внутреннего конуса муфты.
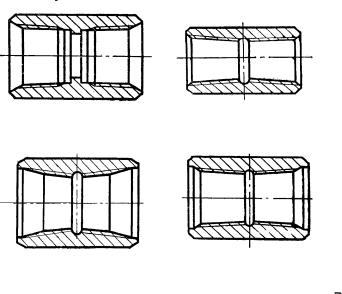
Рис. 15 Расточка внутреннего конуса муфты. Резец S32S-CSKPR 12 В случае использования станка с ЧПУ образование конуса производится за счет программы. При использовании обыкновенного станка правильность направления угла конуса обеспечивается настройкой конусной линейки. В качестве инструмента используются расточные резцы с углами j=75° или j=45°, а также резцы-вставки, закрепленные в специальные блоки или державки. Углы в плане в последнем случае рекомендуются те же. Снятие внутренней фаски, обработка внутренних выточек., и конических расточек на входе муфт. Стандартами предусмотрено большое разнообразие исполнений конструктивных элементов муфт со стороны торцев. (См. рис. 16)
Рис. 16 Различные конструктивные исполнения муфт. В основном, все эти элементы могут быть обработаны теми же расточными инструментами, что и внутренний конус муфты. При обработке муфт на станках с ЧПУ серьезных проблем здесь не возникает, так как обработка сложных контуров легко обеспечивается грамотно составленной программой станка. Однако при работе на универсальном токарном станке для удобства работы токаря в ряде случаев может быть целесообразным применение специальных резцов. Обработка наружных фасок на муфте. Обработка наружных фасок на муфтах производится аналогично этой операции на трубах. То же касается и используемого инструмента. Предлагаемый нами ассортимент токарного инструмента с механическим креплением многогранных твердосплавных пластин позволит Вам выбрать оптимальный набор инструмента для Ваших задач в соответствии с имеющимся у Вас оборудованием. |