Проблема |
Пути решения |
Сильный износ по передней поверхности.
 |
1. Завышена скорость резания.
Снизить скорость резания
2. Твердый сплав не соответствует условиям работы.
Подобрать сплав с более высокой твердостью
3. Плохая подача охлаждения (СОЖ)
Усилить подачу СОЖ, проверить, попадает ли СОЖ в зону резания.
|
Повышенный износ по задней поверхности инструмента
 |
1. Твердый сплав не соответствует условиям работы.
Подобрать сплав с более высокой твердостью.
2. Слишком большое количество проходов или слишком малый припуск на одном из проходов.
Уменьшить количество проходов, проверить припуски на каждый проход.
3. Завышена скорость резания
Снизить скорость резания
4. Плохая подача охлаждения (СОЖ)
Усилить подачу СОЖ, проверить, попадает ли СОЖ в зону резания. |
Пластическая деформация режущей кромки (А) в начале
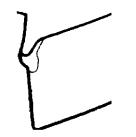
приводящая к сколу (Б)

|
1. Твердый сплав не соответствует условиям работы.
Подобрать сплав с более высокой твердостью
2. Завышена скорость резания.
Снизить скорость резания
3. Малое число проходов, неоправданно большой припуск на одном из проходов.
Увеличить число проходов, проверить правильность распределения припуска между проходами
4. Увеличенный припуск под нарезку резьбы.
Проверить величину диаметра проточки конуса под нарезку резьбы.
5. Плохая подача охлаждения (СОЖ)
Усилить подачу СОЖ, проверить, попадает ли СОЖ в зону резания. |
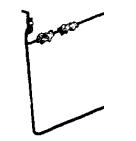
Возникновение на режущей кромке наростов (А),

приводящих к сколам (Б).
|
1. Твердый сплав не соответствует условиям работы.
Подобрать твердый сплав с покрытием
2. Низкая скорость резания.
Повысить скорость резания
3. Низкая ударная вязкость режущего материала.
Подобрать твердый сплав с более высокой ударной вязкостью |
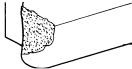
Сколы режущей кромки

|
1. Сильная вибрация инструмента
Устранить вибрации и уменьшить вылет инструмента
2. Плохое крепление режущей пластины
Проверить, хорошо ли закреплена режущая пластина
3. Низкая ударная вязкость режущего материала
Подобрать твердый сплав с более высокой ударной вязкостью
4. Малое число проходов, неоправданно большой припуск на одном из проходов.
Увеличить число проходов, проверить правильность распределения припуска между проходами |
Термические трещины на режущей кромке

|
1. Плохая подача охлаждения (СОЖ)
Усилить подачу СОЖ, проверить, попадает ли СОЖ в зону резания.
2. Низкая ударная вязкость режущего материала.
Подобрать твердый сплав с более высокой ударной вязкостью
3. Завышена скорость резания.
Снизить скорость резания |
Скол режущей кромки
|
1. Плохое техническое состояние оборудования ("разболтанный" станок)
Проверить техническое состояние станка
2. Твердый сплав не соответствует условиям работы.
Подобрать сплав с более высокой твердостью
3. Плохая подача охлаждения (СОЖ)
Усилить подачу СОЖ, проверить, попадает ли СОЖ в зону резания. |
Профиль резьбы не соответствует требованиям чертеж
1. Недостаточная глубина профиля
2. Неправильные углы профиля
|
1.1. Инструмент установлен не по центру
Проверить установку инструмента, при необходимости установить инструмент правильно
1.2. Поломка резьбовой пластины или гребенки, достижение ею предельно допустимого размерного износа
Сменить режущую пластину или переточить гребенку.
2.1. Неправильно установлена державка инструмента (перекос).
Проверить правильность установки державки инструмента (см. выше), в случае необходимости скорректировать установку.
2.2. Неправильный профиль резьбового инструмента.
Проверить профиль пластины или гребенки на микроскопе, в случае необходимости заменить.
3.1. Неправильная настройка или неисправность станка.
Проверить настройку шага, проверить состояние станка. |
| Низкое качество поверхности нарезанной резьбы |
1. Низкая скорость резания.
Повысить скорость резания
2. Режущая кромка инструмента установлена не по центру.
Проверить установку инструмента. |